以下是關於碼盤蝕刻的工藝流程及技術(shù)要點(diǎn),綜合金屬與玻璃材質加工工藝:
一、核心工藝流程
1、基材準備
金屬碼盤:常用SUS304不鏽鋼(厚度0.1~2.0mm)或(huò)銅材,需經除(chú)油、酸洗去除氧化層,確(què)保表麵潔淨。
玻璃碼盤(pán):采用光學玻璃(如K9、石英),需拋光至表麵(miàn)粗糙度(dù)<0.02μm。
2、圖形轉移
掩膜製作(zuò):金(jīn)屬碼盤噴塗(tú)感光油(yóu)墨(mò)(靜電(diàn)除塵後),UV曝光(guāng)顯(xiǎn)影形成圖(tú)案;玻璃碼盤采用光刻膠+激光光刻(德國設備,精度達納米(mǐ)級(jí))。
半刻工藝:支(zhī)持LOGO或編號蝕刻,深度可控。
3、蝕刻加工
金屬蝕刻:
濕法:FeCl₃溶液(40~50℃)蝕刻不鏽鋼,側蝕率<10%,精度±0.01mm。
幹法:等(děng)離子蝕刻(CF₄/O₂)用於高精度需(xū)求。
玻璃蝕刻:氫氟酸溶液腐蝕,需控製(zhì)濃度與時間避免過度刻(kè)蝕。
4、後處理
去膜清洗:金屬碼盤用NaOH溶(róng)液去膠,玻璃碼盤需氧等離子灰化殘留。
防腐蝕處理(lǐ):金(jīn)屬碼(mǎ)盤可鍍鎳或鈍化(鉻酸(suān)鹽),玻璃碼盤鍍增透膜。
二、技術優勢
無毛刺變形:化學蝕刻避免機械(xiè)應(yīng)力,保持材料平整度(金屬碼盤≤0.02mm)。
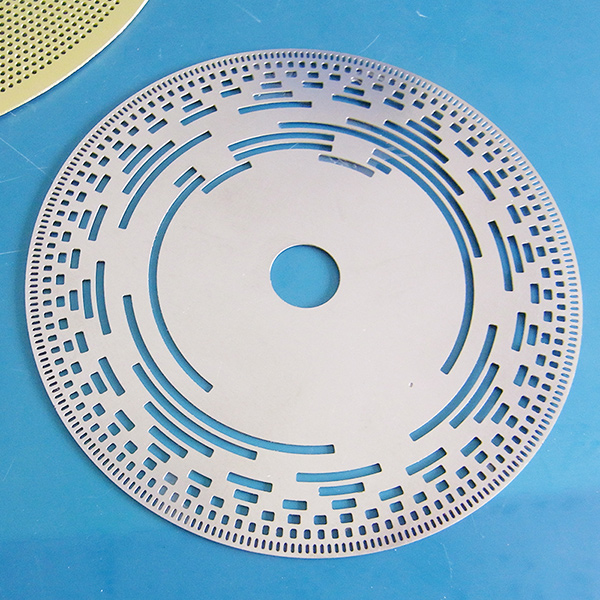
複雜圖形:支持微米級(jí)碼道(最(zuì)小0.06mm)及異(yì)形結構加工。
量產效率:卷對卷(juàn)工藝日產能達(dá)1000㎡(金(jīn)屬),玻璃碼盤批量交期3天。
三、應(yīng)用場景
編碼(mǎ)器:高精度碼道(±0.0075mm)確保信號穩定(dìng)性。
光電設備:玻璃碼盤用於激光測距、光柵傳感器。
網址:www.hncqdl.com
地址:廣東省東莞市常平鎮司馬環保工業路5號廠(chǎng)房30棟601室
 添加微(wēi)信谘(zī)詢
添加微(wēi)信谘(zī)詢
 掃碼進入手機站
掃碼進入手機站
訪問手機(jī)網站